

聯系人:鐘先生
郵 箱:121740864@qq.com
電 話:138-1293-0229
地 址:江蘇昆山開發區前進東路579號
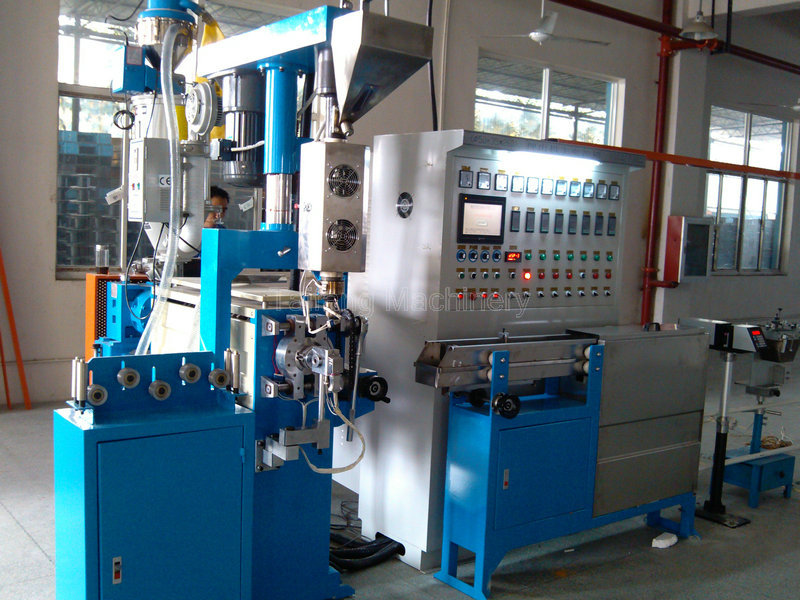
將PCL材料擠出成線材時,需要注意以下方面:
1. **原料選擇**:
- **純度和質量**:確保PCL原料的純度高,無雜質、水分或其他污染物,否則可能影響線材的質量和擠出過程的穩定性。如果原料受潮,可能會在擠出時產生氣泡或影響材料的流動性。
- **分子量**:合適的分子量對于線材的性能至關重要。分子量過高可能導致擠出困難,增加設備的負荷;分子量過低則可能使線材的強度和機械性能不足。因此,要根據具體的應用需求選擇合適分子量的PCL原料。
2. **設備調試**:
- **擠出機選擇**:根據PCL材料的特性和擠出量的要求,選擇合適規格的擠出機。擠出機的螺桿設計、加熱功率和擠出速度范圍等參數都需要與PCL材料相匹配。例如,螺桿的長徑比要合適,以確保材料能夠充分熔融和混合。
- **溫度控制**:
- **加熱溫度**:PCL的熔點較低,大約在55-60℃,但在擠出過程中,溫度設置要適當高于熔點,一般在80-100℃左右,具體溫度還需根據實際情況進行調整。溫度過低,材料無法充分熔融,會導致擠出的線材表面不光滑、有顆粒感或出現斷絲現象;溫度過高,PCL材料可能會發生降解、變色或產生氣泡,影響線材的性能和質量。
- **溫度均勻性**:確保擠出機的加熱系統能夠提供均勻的溫度分布,避免出現局部溫度過高或過低的情況。可以在擠出機的不同部位設置多個溫度傳感器,實時監測溫度變化,并對加熱元件進行合理的布局和調整。
- **擠出速度**:擠出速度要適中,過快可能導致線材拉伸不均勻、直徑變化較大或產生應力集中;過慢則會影響生產效率。需要根據PCL材料的流動性和擠出機的性能,逐步調整擠出速度,找到最佳的擠出參數。
- **冷卻系統**:由于PCL材料在高溫下容易粘連,擠出后的線材需要及時進行冷卻。通常采用水冷或風冷的方式進行冷卻,冷卻速度要適當,以確保線材能夠快速固化,同時避免因冷卻過快而產生內應力。
3. **模具選擇與安裝**:
- **模具尺寸**:根據所需線材的直徑和精度要求,選擇合適尺寸的模具。模具的孔徑要與線材的直徑相匹配,過大或過小都會影響線材的成型質量。例如,如果模具孔徑過大,擠出的線材直徑可能會超出公差范圍;孔徑過小,則會增加擠出的阻力,甚至可能導致模具堵塞。
- **模具材質**:模具的材質應具有良好的耐磨性、耐高溫性和抗腐蝕性,以保證在擠出過程中的穩定性和使用壽命。常見的模具材質有合金鋼、硬質合金等。
- **模具安裝**:模具的安裝要牢固、準確,確保與擠出機的出料口緊密連接,避免出現漏料或跑料的情況。在安裝模具前,要對模具進行清潔和檢查,確保模具內部光滑、無損傷。
4. **工藝參數優化**:
- **壓力控制**:擠出過程中的壓力要適中,壓力過大可能會導致線材內部產生過大的應力,影響線材的性能;壓力過小則無法將材料充分擠出,影響生產效率。可以通過調整擠出機的螺桿轉速、喂料速度和模具的出口尺寸等來控制擠出壓力。
- **牽引速度**:在線材擠出過程中,需要使用牽引設備將擠出的線材牽引出來,并控制其速度和張力。牽引速度要與擠出速度相匹配,保持一定的比例關系,以確保線材能夠順利擠出并保持良好的直線度和圓度。同時,要注意控制牽引的張力,避免線材因張力過大而拉斷或變形。
5. **質量檢測與控制**:
- **在線檢測**:在擠出過程中,要進行在線檢測,及時發現和解決問題。可以使用在線檢測設備,如激光測徑儀、外觀檢測儀等,對線材的直徑、表面質量、顏色等進行實時監測,一旦發現異常,立即調整工藝參數或停機檢查。
- **抽樣檢測**:定期對擠出的線材進行抽樣檢測,檢測項目包括直徑公差、拉伸強度、斷裂伸長率、熔點、結晶度等,以確保線材的性能符合要求。對于不合格的產品,要及時分析原因,并采取相應的改進措施。
6. **安全與環保**:
- **安全操作**:在擠出過程中,操作人員要嚴格遵守操作規程,佩戴好防護用品,如手套、護目鏡等,避免發生燙傷、觸電等安全事故。同時,要定期對擠出設備進行維護和保養,確保設備的安全運行。
- **環保處理**:PCL材料是可生物降解的,但在擠出過程中可能會產生一些廢棄物和污染物,如廢料、廢氣、廢水等。要對這些廢棄物和污染物進行合理的處理和排放,符合環保要求。例如,對于廢料可以進行回收利用或妥善處理;對于廢氣和廢水,要經過凈化處理后再排放。
服務熱線

 中 文
中 文 English
English Espa?ol
Espa?ol Россия
Россия




